5月11日,由上海飞机制造有限公司主办的科技日活动在上海圆满举行。汇专携先进材料超声制孔整体解决方案亮相,集中展示超声钻、超声加工技术产品、超声钻刀具等系列创新产品及特色工件。

一、航空航天领域先进材料迭代升级,传统制孔瓶颈凸显
随着先进材料技术的发展,复合材料、难加工金属材料、叠层材料凭借优异性能在航空航天领域得到广泛应用。然而,使用传统气钻对上述先进材料进行制孔,往往存在制孔工序多、切削阻力大、刀具寿命短、加工质量不稳定等诸多难题。
不同类型材料制孔痛点:
碳纤维复合材料:材料易分层,毛刺严重;切削阻力大,制孔难度高;工序多,制孔成本高;刀具磨损快,刀具寿命低。

钛合金材料:切刃局部高温,导致刀具快速磨损;烧刀、断刀、切屑挤压导致制孔精度差。

叠层材料:不同材料制孔需匹配不同功率和转速,工序多,工艺复杂;碳纤维层材料易分层,毛刺严重;切削阻力大,制孔难度高;制孔精度难以保证;刀具寿命低。
二、汇专超声钻创新突破,革新制孔工艺
为高效满足航空航天关键部件装配制孔需求,汇专将超声钻削技术与传统气钻深度融合,创新推出超声钻系列产品。其中,超声气动手持钻与超声气动进给钻,凭借差异化优势成功突破碳纤维复合材料、玻璃纤维复合材料、钛合金、铝合金、碳铝叠层材料、碳钛叠层材料、铝钛叠层材料、碳铝钛叠层材料等航空航天先进材料制孔瓶颈,显著改善制孔质量和效率。
超声气动手持钻在制孔过程中可显著减少刀具磨损,延长刀具寿命;有效降低切削力,降低工人劳动强度,提升加工效率;提升制孔质量,有效抑制分层、减少撕裂,提高孔真圆度、垂直度,降低孔壁粗糙度;简化制孔工艺,提升产能,降低客户制造成本。

超声气动进给钻是一款三合一自动进给钻,实现超声、微量润滑、低温冷风冷却技术灵活组合使用;实现自动进给,且进给速度可调;超声技术加持,降低切削力;超声加工显著减少刀具磨损,延长刀具寿命;行程可调,满足不同厚度材料加工需求;刀具更换方便,缩短换刀时间;模块化设计,保养维修方便,有效降低维修成本。

超声钻削技术原理是指通过对工具或工件表面施加每秒几万次的高频振动,使工具与工件产生周期性接触与分离。对比传统气钻制孔,超声制孔具有以下优势:
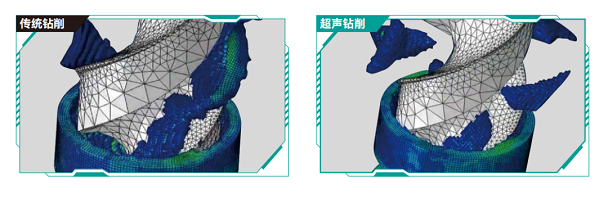
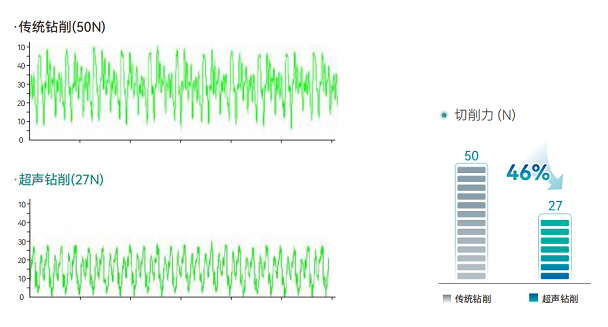
① 降低切削力,更好断屑和排屑
传统钻削与超声钻削加工金属材料的排屑效果对比:
传统钻削与超声钻削的切削力对比:
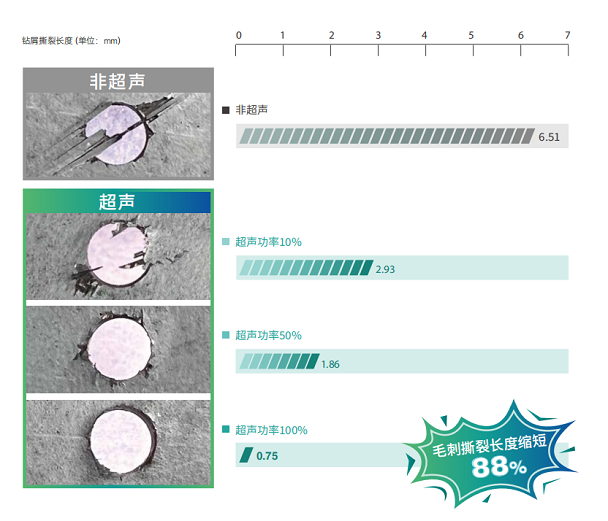
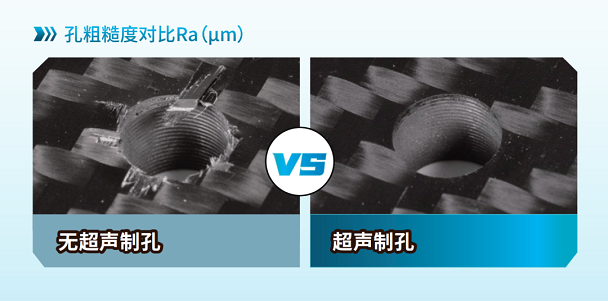
② 减少纤维撕裂,抑制分层
传统钻削与超声钻削加工复合材料的毛刺撕裂长度对比:
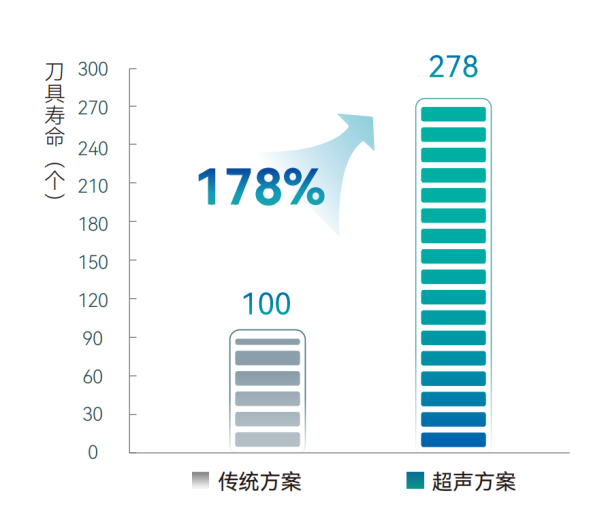
③ 延长刀具寿命
刀具磨损对比图(碳纤维制孔100个)
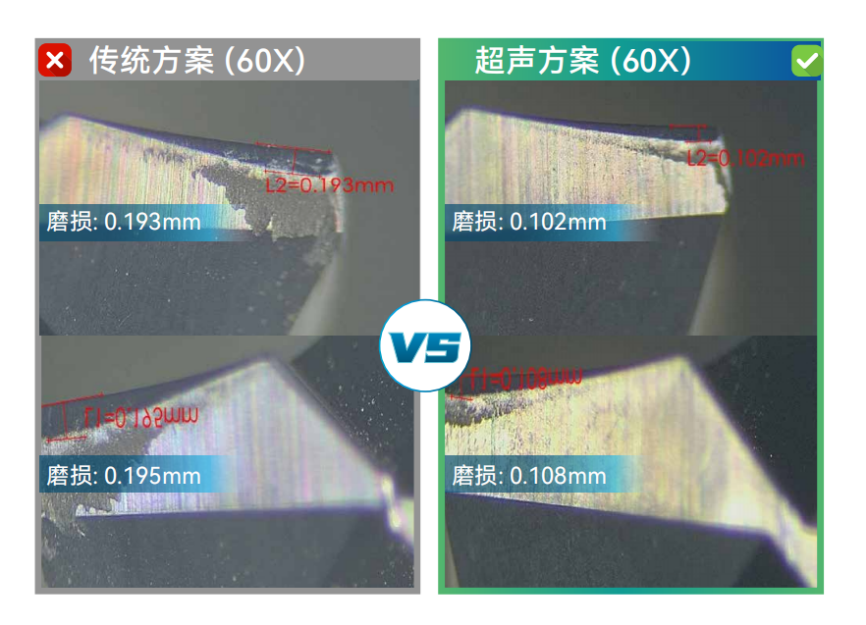
非超声与超声气钻制孔刀具磨损及寿命对比(以后刀面磨损0.2mm报废为基准):
④ 工艺简化
制孔工艺对比:

三、适用多种材料,显著改善制孔质量和效率
复合材料▶
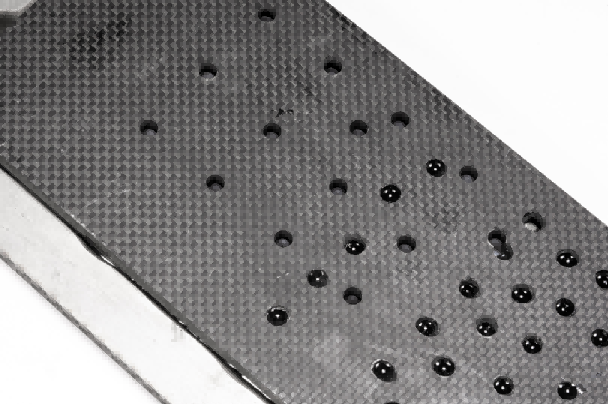
案例1:T300碳纤维复合板(厚度2.5mm)超声制孔
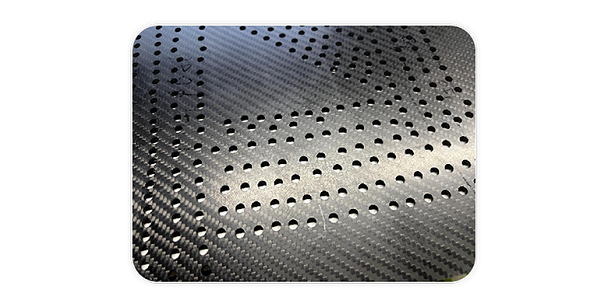
加工特征:制孔(孔径 D5.07+0.15/0mm)
加工优势:
工艺简化50%,提高制孔效率,降低单孔制孔成本
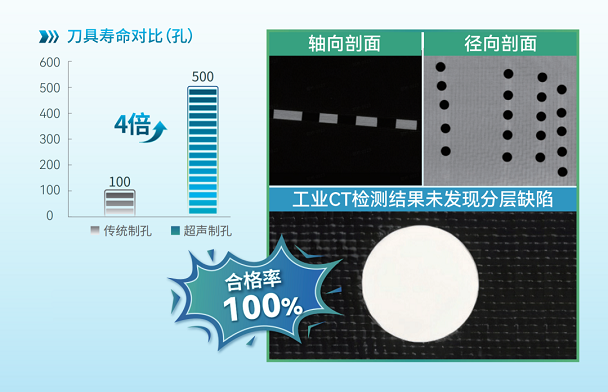
检测500个孔,孔直径均在5.09-5.19mm之间,合格率100%
有效抑制材料分层,减少纤维撕裂
客户目标值孔壁粗糙度Ra<3.2μm,超声制孔平均孔壁粗糙度Ra 1.37μm,优于目标值57.1%
客户目标值孔垂直度<1.31mm,超声制孔平均垂直度0.323mm,优于目标值75.3%
传统制孔单把刀具平均可加工100个孔,超声制孔单把刀具平均可加工500个孔以上,刀具寿命提升4倍 ;制孔前和加工500个孔后,匕首钻刃端直径最大损耗3µm,单边损耗1.5μm,无明显磨损
案例2:T800碳纤维复合板(厚度5mm)超声制孔
加工特征:制孔(孔径D6.35±0.05mm)
加工优势:
简化制孔工艺,提高制孔效率,降低单孔制孔成本
无超声制孔毛刺撕裂平均长度1.716mm,超声制孔毛刺撕裂平均长度0.061mm,毛刺撕裂长度缩短96.4%
无超声制孔平均尺寸精度0.0380mm,超声制孔平均尺寸精度0.0100mm,尺寸精度提升73.7%
无超声制孔平均真圆度0.070mm,超声制孔平均真圆度0.021mm,真圆度提升70%
无超声制孔平均垂直度0.365mm,超声制孔平均垂直度0.019mm,垂直度提升94.8%
无超声制孔平均孔壁粗糙度Ra 1.262μm,超声制孔平均孔壁粗糙度Ra 0.857μm,粗糙度降低32.1%
难加工金属材料▶
案例3:TC4钛合金板(厚度5.1mm)超声制孔
加工特征:制孔(孔径D5.1mm)
样件尺寸:200 (L) × 100 (W) × 5.1 (T) mm
加工优势:
超声制孔的切屑更短
无超声制孔平均尺寸精度0.0611mm,超声制孔平均尺寸精度0.0454mm,尺寸精度提升25.7%
无超声制孔平均真圆度0.07036mm,超声制孔平均真圆度0.02532mm,真圆度提升64%
无超声制孔平均粗糙度Ra3.5528μm,超声制孔平均粗糙度Ra2.1533μm,粗糙度降低39%
无超声制孔制孔5个后,后刀面磨损0.2mm;超声制孔5个后,后刀具磨损0.07mm,刀具磨损值降低65%

叠层材料▶
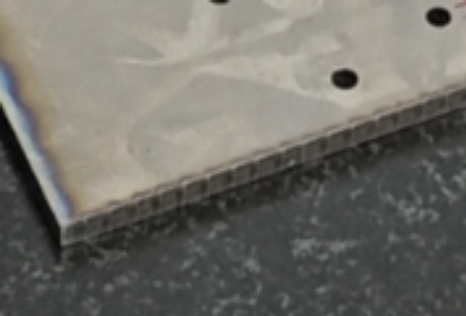
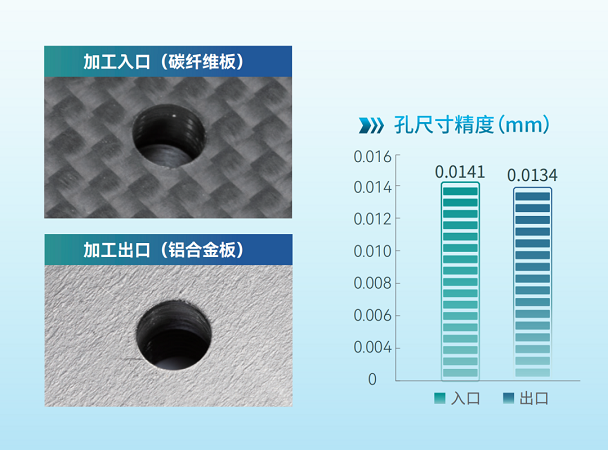
案例4:碳纤维铝合金叠层材料超声制孔
材料:T800碳纤维(厚度5mm) + 铝合金板(厚度5mm)
加工特征:制孔(孔径D5.1mm)
样件尺寸:200 (L) × 100 (W) × 10 (T) mm
加工优势:
碳纤维板孔口无毛刺、分层、撕裂现象,铝合金板孔口无毛刺现象
超声制孔入口平均尺寸精度0.0141mm,出口平均尺寸精度0.0134mm, 制孔精度为H8
超声制孔入口平均制孔圆度0.0146mm,出口平均制孔圆度0.0137mm
超声制孔入口孔壁平均粗糙度Ra0.7308μm,出口孔壁平均粗糙度Ra0.4253μm, 完全满足实际工程需求
此次亮相上飞公司科技日,汇专不仅展示了核心产品与技术实力,更通过典型工件真实呈现了超声制孔整体解决方案的加工优势。未来,汇专将持续深耕航空航天高端制造领域,聚焦先进材料加工难题,不断迭代超声加工技术与产品,为航空航天产业高质量发展注入更多创新动能。






